
















Contributing editor

Getty Images
Need a certain spun look on elevator doors? Done. Straight grain finish on swimsuit spinners? Finished.
To a metal finishing company like V&L Polishing, Addison, Ill., “finish the job” has more than one meaning.
Finishing a metal piece often centers around the media used, as with Chicago’s famous Millennium Park sculpture, “Cloud Gate”; sometimes it means using the right machinery; and at other times it’s a matter of applying ingenuity, experience, technique, and a desire to help people. And it definitely means getting the job done—no matter what.
V&L Polishing was founded in 1973 by Dan LaVallie and Joe Velasco in a small, 500-sq.-ft. building in Villa Park, Ill. In 1985 the company moved into a new building in Addison. Dan and his wife, Ginny LaVallie, started Addison Abrasives & Machinery Sales in that building also. Ginny’s brother Dick Olsen joined V&L Polishing in 1986. In 1997 Ginny’s and Dan’s son, Chris, joined V&L Polishing. Both Addison Abrasives and V&L Polishing are still housed in the same building and are inseparable, one performing polishing while the other sells polishing supplies and related equipment. “You can’t have one business without the other,” Chris LaVallie said.
V&L Polishing frequently encounters problems that need beyond-the-media solutions. Here are four.
One ongoing project is for a bracket on pinball machines—about 700 of them at a time (see lead image). Most go overseas, LaVallie said. The bracket is a visible part that the player leans against on the front of the pinball machine. The pinball plates are 16-ga. carbon steel.
The company was hired to polish the part before it is painted. “When the bracket is spot-welded, the spot welding indents the metal. If you paint over that without finishing it, that ‘valley’ shows up,” LaVallie said.
“We turn them over and actually hammer the bulge in from the back to level it back up, then sand it with a stroke sander. Polishing it is the last step before it is painted so that the paint lays smoothly and you cannot see the weld indentation,” he said.
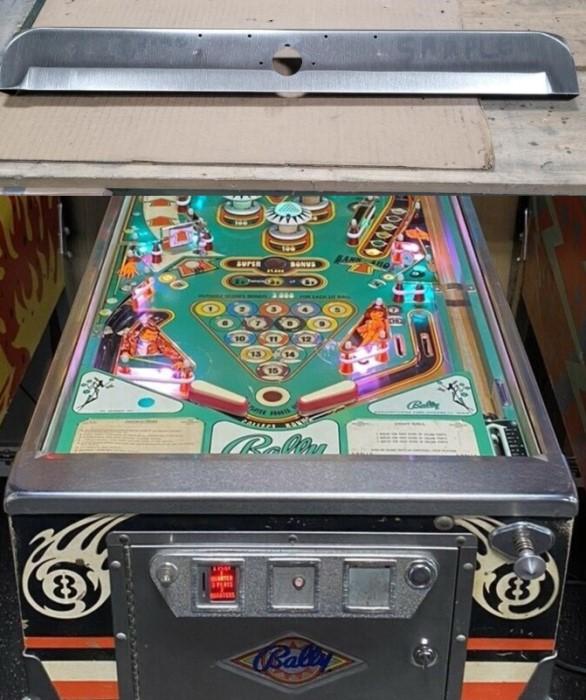
About 700 pinball machine front brackets needed to be leveled before being polished by V&L Polishing. -Getty Images; Addison Abrasives & Machinery.
Many of V&L Polishing’s projects are in the food service industry. “We had a job for Subway restaurants for a spun finish on half-round aluminum rails, 48 in. long,” Olsen said.
“They hang from the wall and hold light fixtures that light up the menu signs,” LaVallie said.
“The order was for tens of thousands of them a week—200,000 altogether. They were for Subways all over the world. So, the job had to be automated,” Olsen said.
The tubes had to have a circular finish in a tight spiral around the circumference of the tube, but the half-round tubes couldn’t be finished in an automated tube polisher as they were because they weren’t completely round and the pressure of the machines would have caused distortion.
V&L resolved the problem by making wooden filler inserts that were then attached inside the half-rounds to fortify them, like mandrels. The tubes could then be put in an automated tube polisher. “We went through hundreds of the inserts to finish the job,” Olsen said.
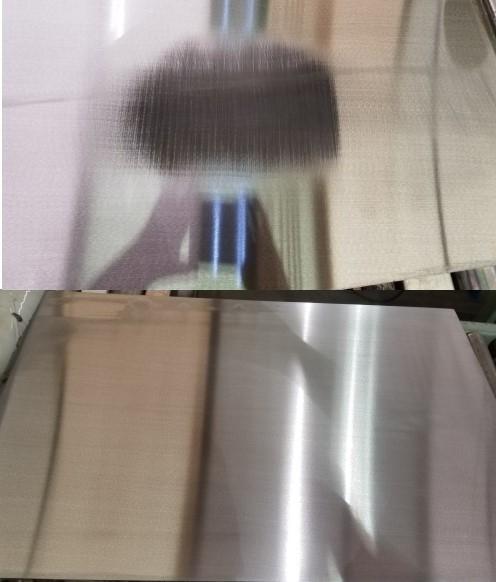
A third V&L Polishing project was for an actual subway—helping to finish a stainless steel New York City subway train door. It was 3 ft. wide by 7 ft. tall, with 40 spot welds and a curved part that fit into the train compartment.
“The fabricator needed our help in speeding up the daily output and perfecting the finish,” Olsen said.
The fabricator was using a 2-in. disc sander on stainless steel only 0.8 mm thick. “They were wrecking three doors a day and finishing only three doors a day because the very thin but very hard material was difficult to finish. The doors were very expensive,” Olsen said.
“So in this case, we went in and helped train their people on how to increase production while eliminating burning through the doors,” Olsen said. Addison Abrasives & Machinery Sales sold the customer a new automated stroke sander and spent three days on-site teaching them how to use it to finish the doors properly.
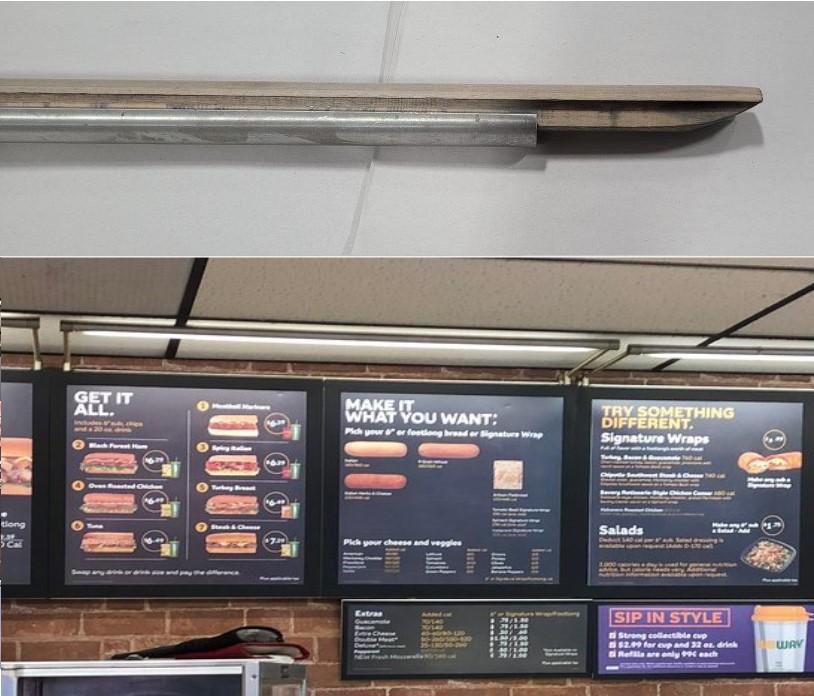
V&L Polishing spun-finished a half-round tube for Subway restaurant sign board light fixtures by fortifying it with a mandrel-like wood insert. Getty Images, V&L Polishing.
“It really is an art to finish these doors,” Olsen commented. “It requires an advanced skill set.”
The abrasive media the company used for the first round of finishing was a 3M Cubitron ll Cloth Belt 784F 60+ grit, Olsen said. For the finer finish, it uses a 3M Trizact A100 cloth belt.
After the training and with the new machine, the fabricator went from finishing about three good doors a day to more than 10 and is working toward a goal of 20 doors a day.
Another food industry project the company applied its ingenuity to was for a commercial-grade griddle plate. V&L’s fabricator customer was making 10 griddle plates a day out of ¾-in.-thick, hardened, 40- to 60-HRC carbon steel.
The fabricator had a problem making the griddle completely flat while leveling the plates using an old, automated finishing machine.
“They needed to make the plates level so that the cooking grease did not pool on low spots on the plates,” Olsen said.
It turned out that the old grinding machine was out of spec. It had a 0.002- to 0.004-in. deflection that was making a slight depression in the griddle. “We searched and measured every possible cause of the slight deflection until we figured out six months in that it was being caused by a slight gap in the Blanchard-ground plates under the conveyor belt,” Olsen said.
Addison replaced the three-piece ground table with a new, one-piece ground table and brought in a new Apex double-head, stainless steel, wet wide belt. That resolved the deflection problem. The whole process took more than two years to fix.
Once the machine was repaired, the fabricator used a 6-grit sequence of abrasives to achieve the 4-2 Ra near-mirror finish it needed to complete the job.

A New York City subway train door finishing project required training the fabricator’s personnel to develop an artful skill set using automated equipment and a 3M Cubitron 784F belt. Getty Images; Addison Abrasives & Machinery.
Although using the right machinery and media is certainly the crux of finishing, one additional component comes into play—a different kind of grit.
“I worked on the griddle plate problem one day a week for six months,” Olsen said. “Knowledge is great, but determination and doggedness are how we solve problems and complete the job.”
He added, “We share knowledge, and we ask other people how they solve problems. Everybody helps us. And we love helping people.”
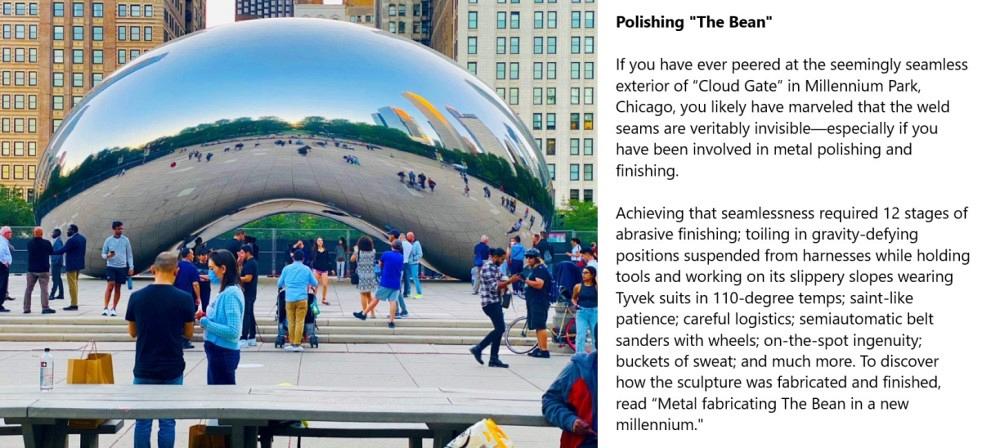
If you have ever peered at the seemingly seamless exterior of “Cloud Gate” in Millennium Park, Chicago, you likely have marveled that the weld seams are veritably invisible—especially if you have been involved in metal polishing and finishing. To discover how the sculpture was fabricated and finished, read “Metal fabricating The Bean in a new millennium."

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...







{kind=link}