















Ask the Stamping Expert: How to calculate tonnage and force for swaging
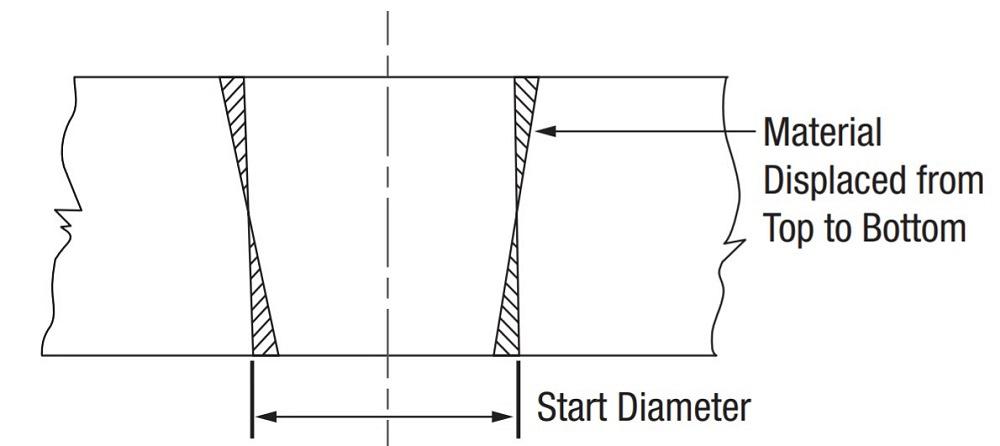
FIGURE 1. The starting diameter of the straight hole is chosen so that the volume of the displaced material from the top is equal to the filled material in the bottom.
Q: I am quoting a swaging application for a pitman arm part. The material is a bainitic microalloy steel forging with Brinell hardness from HB 229 to 285. We are trying to size the press for the swaging operation. How do I calculate the required tonnage and force?
A: To answer your question, I first need to explain the skiving process, which would be used to produce a pitman arm. Skiving is the process of machining or forming serrations (like gear teeth) on a shaft or a hole to transfer torque between mating parts. An example is the mating between the motor shafts and the hubs of windshield wipers on a car.
If the shaft and the mating hole are cylindrical, it’s called a spline. The shaft is machined with conventional milling, while broaching is used to machine the spline in a hole. If the end of the shaft is tapered, milling is used, and if the mating hole is tapered, the procedure is completed by swaging, and this operation is called skiving.
Skiving is rather complicated, not for the tapered shaft but for the tapered hole, so I will only address skiving a tapered hole, using the pitman arm as an example.
Skiving of the pitman arm usually begins with machining a straight hole with a diameter somewhere between the large and small diameters of the final cone. The swaging punch, which is a mirror image of the skived hole, is pushed into the hole to displace the material from the large diameter to the small diameter of the tapered hole (much like in shaving, when the material is moved from the shear side to the break side of the hole). The starting diameter of the straight hole is chosen so that the volume of the displaced material from the top is equal to the filled material in the bottom (see Figure 1).
Calculating the tonnage required to do the skiving is complicated, and there’s no straightforward formula for it. However, through proper analysis, you can estimate the approximate force required. When calculating the tonnage, keep the following facts in mind:
- The tonnage of the press is rated when the press is almost at the bottom dead center. When the swaging punch contacts the workpiece, the press is in a higher position from bottom dead center. At this position, the press capacity is reduced, which you need to account for during calculation.
- The movement of the press is vertical, while the swaging force is perpendicular to the side surface of the cone. So, a vertical force of 1 ton will produce a much higher swaging force perpendicular to the sides of the cone.
- A factor of safety is applied to overcome the friction between the punch and the workpiece material and to overcome the resistance of the material against crowding.
- Use ultimate tensile strength instead of yield strength as a precautionary measure.
Here are the steps for calculating the tonnage required for the skiving operation:
- From the Brinell hardness number given, refer to the chart in Machinery’s Handbook to get the equivalent ultimate tensile strength Su.
- Calculate the cone angle A, which is equal to tan-1 (large diameter-small diameter) divided by 2 h, where h is the vertical height of the workpiece.
- Calculate the large perimeter of the hole you are skiving at the top and the small perimeter at the bottom, then determine the average perimeter.
- Calculate the length of the side of the cone L: h/cos A.
- Multiply the average perimeter by the length of the side of the cone. This gives the projected area to be swaged Ap.
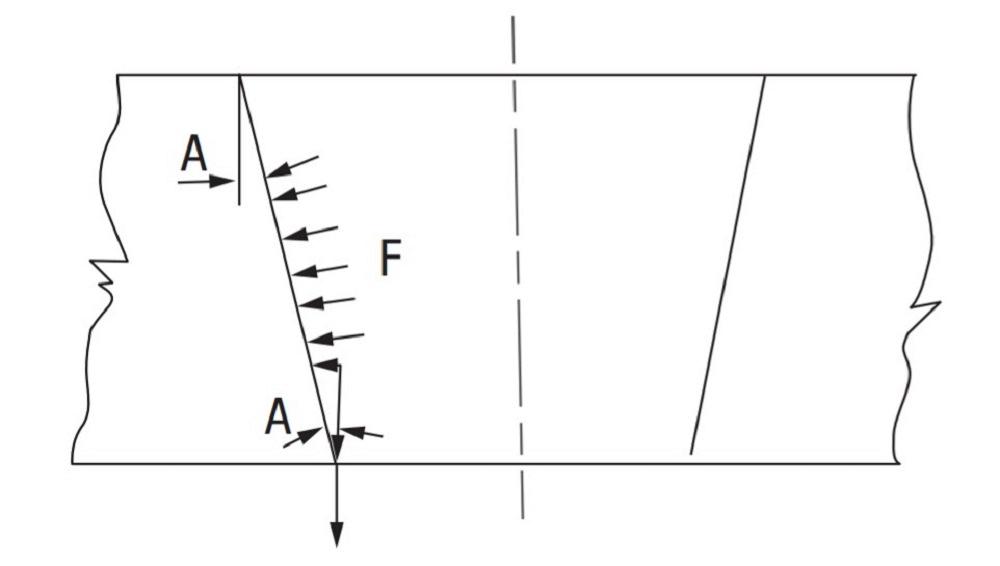
- Calculate the swaging force F, which is perpendicular to the side of the cone, in tons: Ap x Su/2,000 (Ap must be in square inches).
- Calculate the swaging force’s vertical component: F x sin A (see Figure 2).
- Calculate the coining force of the chamfer on top of the workpiece in tons, which is equal to the projected area of the chamfer multiplied by the ultimate tensile strength and divided by 2,000.
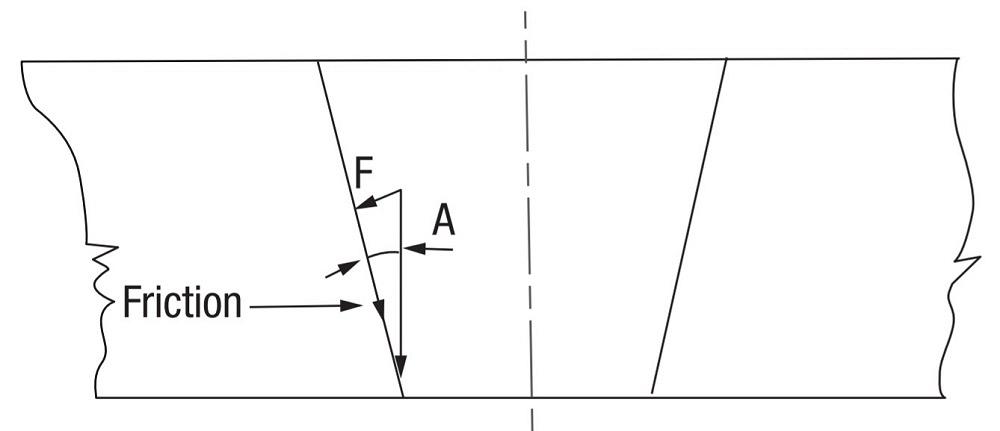
- Calculate the friction force between the punch and the workpiece, which is equal to the swaging force multiplied by the coefficient of friction, which can be obtained from tables in Machinery’s Handbook. This friction force is in the direction of the cone surface, and the vertical component of it is the force that the spring stripper should overcome.
- Obtain the vertical component by multiplying the friction force by cosine of the cone angle A (see Figure 3).
- The sum of the forces of items 7, 8, and 10 is the total force required to perform the skiving operation.
- Add a factor of safety of about 20% to that force to get the required press tonnage.
About the Author

Thomas Vacca
Micro Co.
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





{kind=link}