















Sales and Applications Consultant

The useful life of a press transfer is considerably longer than the product life of many of the components that are used in the design of the transfer. This wear causes a loss of mechanical rigidity, destabilizing the transfer. A rebuild can be done well and less expensively than a replacement. Images provided
Following are the typical reasons to rebuild and upgrade a transfer for most press transfer cells:
An inspection of the transfer to determine if it can be rebuilt should include whether it can be taken out of production. The decision also should include a cost comparison of a new transfer and a rebuilt one, including the logistics associated with replacing the old transfer.
Typically, a rebuild can cost 50% to 75% of a new transfer, depending on the condition of the transfer. The price reduction results from reusing the existing framework and some of the mechanical and controls components. Normally, the main control panel is completely replaced. This new panel contains the newest platforms for PLCs, HMIs, servo drives, motion control, and communication protocols.
One possible drawback of doing a rebuild, depending on the owner’s production situation, is the time it takes to perform it. It is likely that a rebuild program will take the transfer out of production for longer than it would to buy and install a new transfer. This makes the logistical analysis an important part of the decision-making process.
There are ways to prepare for and mitigate this possibility:
1. Build a part bank.
2. Move production to another cell temporarily.
3. Complete all the possible preparation work while the cell is operating.

Figure 1: The main control panel and operator console should be completely replaced during a transfer rebuild, including the console, panel, AC, PLC, and drive.
4. Outsource production temporarily.
During the period when the cell is down, address other work that may be needed on the press, destacker, and coil feeder.
The following is a brief description of the elements of a transfer that are evaluated during the rebuild process. These transfers usually have three axes of movement, and each axis has similar components that require evaluation and perhaps replacement.
Main Control Panel and Operator Console. The upgrade includes completely replacing the control and consoles with a new PLC, drives, panel, air conditioner, and console (see Figure 1). Although the upgrade could salvage certain panel components and enclosures, experience shows that replacing the panels completely shortens the time for the rebuild by weeks. In addition, it allows for powering up the panels and bench testing drives and new motors while the old transfer is still in production.
Installing new panels and components allows the use of new hardware and firmware with safety-rated PLCs, Ethernet communication with drives, and the latest motion control products for coordinating motion with the press ram.
Upgraded controls also can provide remote access to the machine’s network. That way, the OEM can troubleshoot faults from a remote location, reducing the time and expense of diagnosing multiple different faults.
Main Mechanical Components. Main mechanical components to evaluate for wear are the gear set, timing belts, couplings, and ball spline (see Figure 2)
During the rebuild program, make certain that the maximum and minimum rail spacing--horizontal and vertical--matches the original specification of the transfer (see Figure 3). Rail parking and die change positions also need to match the original installations. These factors will make startup easier and will ensure that the existing families of transfer tooling can be reused without major alterations.
You should be able to view the transfer in operation in a test run prior to shipment. Stands can be used to simulate the press columns. The transfer is mounted to the stands. A press simulator can be used to produce the signal that indicates the press ram position.
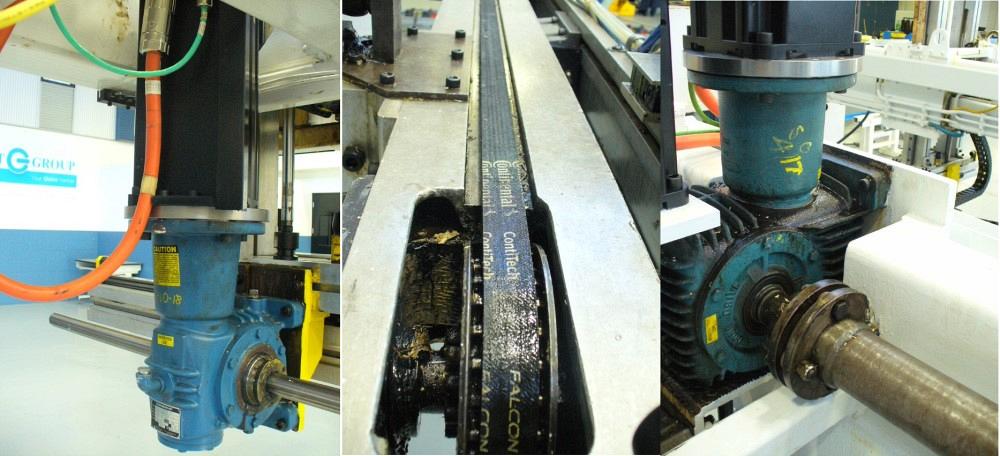
Figure 2: The gear set, ball spline, timing belt, and lash in couplings are checked for wear as part of a transfer rebuild.
All operational modes should be tested before shipment and reinstallation. Universal tooling rails (see Figure 4) are used to verify the wiring and I/O between the transfer’s PLC and the tooling receivers that are mounted to the rails.
Reinstallation of the transfer and its startup takes about two weeks. During this period, uninterrupted access to the transfer press cell is required.
For the installation and startup to be performed properly, dies, transfer tooling, and raw materials must be available and ready. In addition, it’s important that maintenance personnel and operators be available for on-the-job training. The transfer will have a new controls system and some changes will have been made in the HMI screens for the operator and for diagnostics. The part paths will be reloaded according to the parameters that were stored in the previous PLC. Some minor adjustments in the tooling path may be required to optimize the transfer path.
The rebuild company should start up the new transfer system and produce at least the first good part. If management believes that the staff needs more support during the startup of production, additional training should be available.
Rebuilding transfers that are currently used in production may not fit every situation but should be considered seriously before a replacement decision is made. Stampers are experiencing significant price increases in raw materials and many components. In a rebuild scenario, the raw material, some components, and fabrication and machining labor are preserved and reused. In one circumstance (see Transfer Rebuild Case Example), these cost savings made a compelling argument for rebuilding in lieu of replacement.
In December 2020, a stamping manufacturer wanted to rebuild a press transfer that had been in production since 2005.
The stamper called on Atlas to inspect the transfer before submitting a proposal. He also discussed the logistics required in his manufacturing environment that would allow him to take the transfer out of production. He requested a proposal for a new transfer along with the logistics associated with replacing the old transfer.
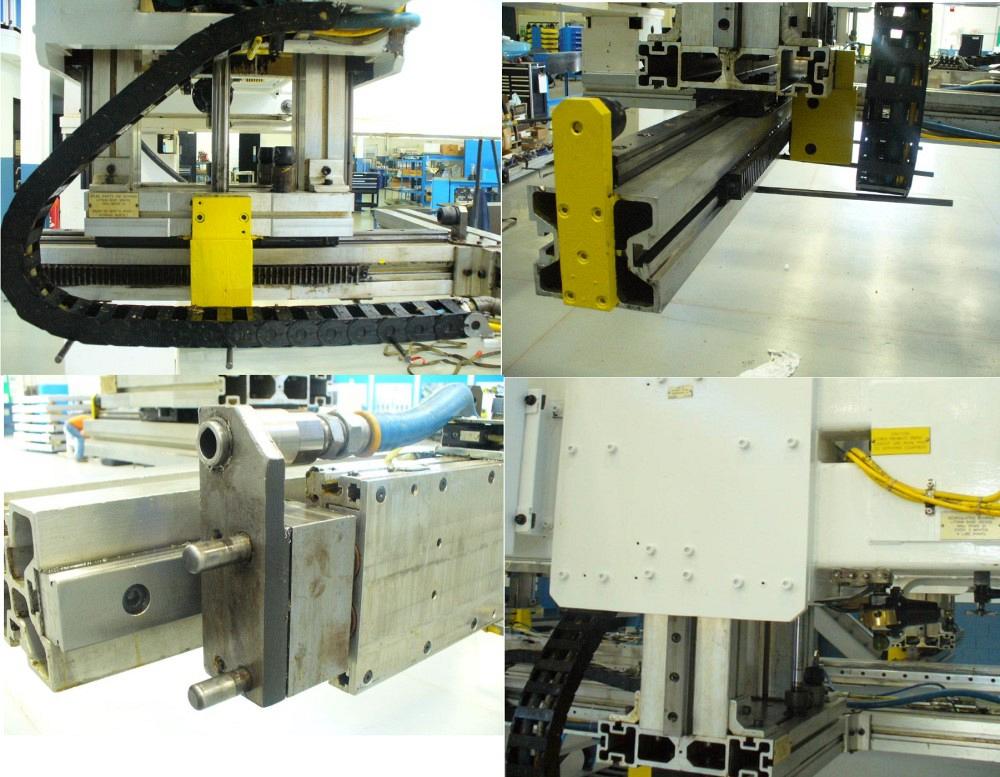
Figure 3: Examine the rails for both horizontal and vertical wear, inspect and repair rail attachment mechanisms, and watch for lash/wear on the rack and pinions.
By reusing the raw material and some components, and because no new fabrication and machining labor was needed for the framing, a good deal of cost savings were realized. These cost savings made a compelling argument for rebuilding instead of replacement. After weighing the alternatives, the stamper chose the rebuild option.
Once the rebuild was complete and the transfer returned to a production mode, there was a lot of pressure to get parts made. Path optimization was curtailed because of production needs.
The rebuilt transfer is now:

Universal tooling rails are used to verify the wiring and I/O between the transfer's PLC and the tooling receivers that are mounted to the rails.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





