















Senior Product Safety Engineer

Grinding abrasives require the right guidance about how to store, test, and use them; otherwise, a routine grinding application can turn into a safety nightmare. Getty Images
Grinding abrasives require the right guidance about how to store, test, and use them; otherwise, a routine grinding application can turn into a safety nightmare. Sparks, airborne debris, and a disengaged, detached wheel can all present safety hazards to you and those around you. Improper use also can cause the grinding wheel to break, which can result in operator injury.
No matter how much times passes or how much technology evolves, you still need to do your research to ensure your shop is following all appropriate safe grinding and finishing practices and procedures.
Here are the answers to the top five most frequently asked safety-related questions.
Resin-bonded wheels, including portable wheels, should be used within two years from the date of manufacture. This assumes you’ve stored the wheels according to the manufacturer’s recommendations. While it may be possible to use resin-bonded wheels after the two-year mark when they are stored properly, you should always examine any wheels more than two years old. Consider having older wheels inspected or speed-tested to determine if any degradation is present.
To help improve shelf life, store wheels in a dry, protected area free from extreme variations in temperature and far away from solvents. Establish a storage system that encourages you to use your oldest wheels first. And never leave a wheel attached to a tool overnight.
OSHA, ANSI, and most grinding wheel manufacturers require ring testing before the wheel is mounted on a grinding machine. Vibration is the key to the ring test. When the wheel is struck, it vibrates at a certain frequency and emits a sound, much like a tuning fork. Any nonuniformity in the wheel will change the vibrational response and, consequently, the sound. When the nonuniformity is a structural flaw, like a crack, the ring test will produce a dull sound, alerting the operator to a problem.
However, some wheels cannot be ring-tested because of their size or construction.

Grinding abrasives require the right guidance about how to store, test, and use them; otherwise, a routine grinding application can turn into a safety nightmare.
Resin-bonded wheels are difficult to ring-test because of their natural vibration-dampening characteristics. When struck, this wheel does not produce a clear tone like vitrified wheels do, making it hard to discern if it’s cracked. It takes a quiet environment and a well-trained ear to ring-test a resin-bonded wheel properly. Further, resin-bonded wheels that contain fiberglass reinforcement cannot be ring-tested as they will never produce a clear ring. Portable wheels for angle grinders fall into this category.
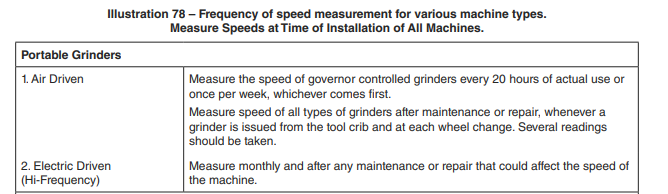
Grinding wheels are designed to be operated at certain speeds. Exceeding recommended speeds can cause wheel breakage, risking injury to you and others nearby. So be sure to check the wheel and machine's rated speed every time you mount or remount a wheel to make sure it isn’t operating in an overspeed condition.
The abrasive wheel's maximum operating speed is marked on the wheel, and the machine's normal operating speed is marked on the machine. Never exceed the wheel's maximum operating speed as stated in revolutions per minute or in surface feet per minute. Failure to comply with this requirement is not only very dangerous, it is a violation of ANSI safety requirements and OHSA law.
The orientation of the flanges plays a key role in mounting cutting and grinding wheels. The back flange is keyed to the machine so it can go on only one way. With most angle grinders, the outer flange can be used either way, but it depends on the wheel thickness.
For thin cutoff wheels, the recess side of the outer flange should be against the wheel. This allows the flange assembly to be tightened to the point where it holds the wheel, preventing slippage. For thick grinding wheels, however, the hub side of the outer flange should be against the wheel. This configuration allows you to tighten the flange assembly to hold the wheel properly.
The idea that coated abrasives do not require guards is simply not true. ANSI B7.7, Safety Requirements for Abrading Materials with Coated Abrasive Systems, states: “If the machine is designed and equipped with guards, it shall not be operated without the guards properly installed and in place. Safety guards shall be properly installed and in place on any machine used in grinding. Guards prevent operator exposure to the drive mechanism and the moving coated abrasive product, help contain grinding swarf and any flying debris in case of breakage, and are often part of the dust collection system.”
When operating a right-angle grinder, you must have the guard in place. When using a portable sander, a guard is optional unless the tool was originally equipped with one. Never remove a guard provided by the machine manufacturer for any reason. It is there to keep you safe.

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





