















Senior Editor

Es su primer día en el trabajo, y se está capacitando para convertirse algún día en operador de prensa dobladora. Ve algunas herramientas en un carro al lado de cada prensa. En algunas máquinas ve operadores usando un solo juego de herramientas, mientras que en otras máquinas ve gente configurar varios juegos de herramientas en toda la máquina.
La operación puede parecer bastante sencilla. Un operador toma una pieza de chapa o placa metálica y la desliza entre dos herramientas. Usted ve la herramienta superior (el punzón) bajar hacia la herramienta inferior (el dado) para doblar la parte. No es la gran cosa, ¿cierto?
Falso. De hecho, la cantidad de cosas que pasan hace que el doblado sea uno de los procesos más complicados y menos entendidos en la fabricación de metal; y todo empieza con la manera en que el punzón y el dado de la máquina interactúan con la chapa metálica.
Por años los editores de The FABRICATOR han escuchado a líderes de negocios en la fabricación de metal opinar sobre la falta de talento experimentado, por lo que contratan aprendices, gente que nunca ha trabajado en chapa metálica, o que quizás nunca ha trabajado en alguna área de la manufactura. Algunos dicen que necesitan enseñarles a leer una cinta métrica a sus empleados de nivel más básico.
Muchos en este negocio empiezan desde cero, lo cual significa que las compañías fungen no sólo como empleadores sino como maestros – y junto con la soldadura, el doblado de chapa metálica en la prensa dobladora sigue siendo uno de los procesos más difíciles de enseñar.
Un departamento de prensas dobladoras puede tener dos tipos de principiantes: uno es la persona que puede que sólo quiera operar una prensa dobladora, checar salida e ir a casa; eso está bien, pero lo que sigue es probable que no sea para esa persona. Otro tipo, el principiante curioso, puede tener esa chispa de interés que un día podría ayudarle a ascender a líder o supervisor de prensa dobladora, o al menos a líder informal y gurú técnico.
Aun así, lo que sigue empieza con los fundamentos extremos, como definir lo que realmente es un “radio de doblez”. A partir de ahí se da una breve probada de algunos conceptos fundamentales. No encontrará fórmulas, ni siquiera buenas prácticas específicas; para esto, el novato puede recurrir a la columna mensual Bending Basics, escrita por el gurú de doblado propio de The FABRICATOR, Steve Benson, así como a su libro con el mismo nombre, publicado por la Fabricators & Manufacturers Association. Si usted es un gurú experimentado en doblado, este artículo no es para usted, pero podría ser para la persona recién contratada que podría usted estar capacitando.
Algunos ingenieros en este negocio cuentan historias sobre recibir un modelo sólido CAD de una parte en chapa metálica de un cliente, ver un doblez y descubrir que no hay radio. El software moderno ha hecho que esto sea menos común, pero es una evidencia de lo poco familiar que es el doblado de chapa incluso para quienes están en la manufactura. Entonces, he aquí lo más básico de lo básico.Todo doblez tiene un ángulo y un radio. El ángulo de doblez es intuitivo, aunque cuando vea dibujos de partes y mida las piezas formadas, necesitará saber si el ángulo especificado es interno o externo al doblez (vea la Figura 1).
¿Pero qué hay del radio? La fabricación de metal usa el término radio para describir curvas en chapa metálica, placa, y en las herramientas usadas para crear dichas curvas. Recuerde la geometría de secundaria y preparatoria: dibuje un círculo, ponga un punto en el centro, y a partir de ese punto dibuje una línea recta hasta la orilla; la longitud de esa línea recta es el radio. Mientras más pequeño sea el radio (mientras más pequeña sea esa línea), más pequeño será el círculo, y más cerrada se vuelve la curva del círculo.
En algunos dibujos puede ver un doblez con un radio específico; si ve, digamos, R .212 con una flecha apuntando hacia el interior de un doblez, eso significa que el doblez debe tener un radio de doblez interior (es decir, el radio a lo largo de la superficie interior del doblez) de 0.212 pulgadas. El radio no es la distancia entre el inicio y el final del doblez (hay otro término para eso). Más bien, imagine que dibuja un círculo con un borde que se encima con la curva del doblez en el dibujo (vea la Figura 2). Ese círculo (y por ende ese doblez) debe tener un radio de doblez interior de 0.212 pulgadas.
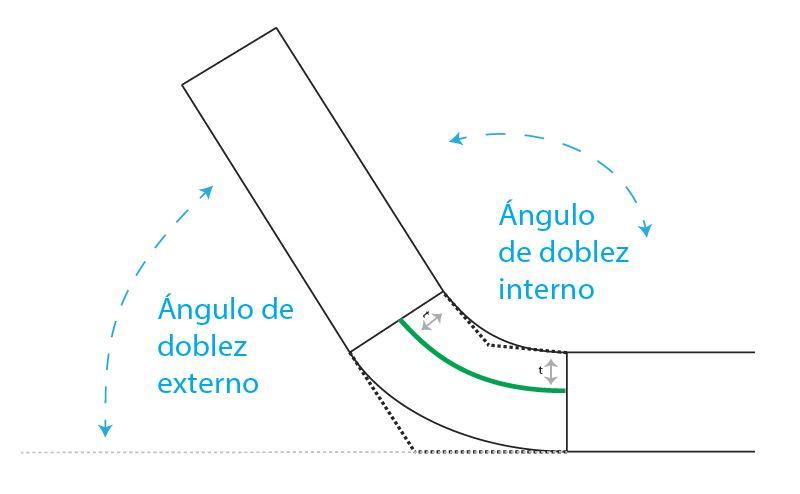
FIGURA 1. A Un ángulo de doblez especificado puede ser interno (entre las dos piernas del doblez) o externo (afuera del doblez).
Cuando una prensa dobladora dobla, el metal se estira muy ligeramente. Esto tiene que ver con la naturaleza de compresión y expansión en la chapa o placa cuando ésta se dobla. Considere la sección transversal del espesor de la chapa metálica en la Figura 3. Cerca del exterior del doblez se obtiene expansión, cerca del interior se obtiene compresión, y la interacción de estas fuerzas jala el eje neutral – la frontera entre la compresión y la expansión – hacia el radio de doblez interior. Los profesionales de la prensa dobladora definen ese desplazamiento como el factor k, y es ese cambio que hace que el metal se alargue, o crezca.
Los profesionales (y el software moderno) usan el factor k y otras variables para tomar en cuenta esa elongación. Esto implica calcular la tolerancia de doblez la longitud del eje neutral del doblez) y la deducción del doblez – es decir, la cantidad que se resta de las dimensiones originales para tomar en cuenta esa elongación, para que cuando la pieza se doble, sus dimensiones “crezcan” al tamaño deseado.
Si usted es un total neófito, esto probablemente sea entrar en mucho detalle. Sin embargo, saber al menos en un sentido general lo que le pasa al metal cuando se dobla, le da un buen punto de inicio para aprender más.
Cuando ve a un operador tomar una pieza de chapa metálica cortada por láser o punzonada (a veces llamada pieza plana), éste la desliza entre el punzón y dado contra los dedos del tope trasero, o topes, los cuales mantienen la pieza plana en el lugar correcto para el doblado. Si la pieza de trabajo no está firme contra los topes o si algo está mal con la posición de los dedos del tope trasero, el doblado es seguro que saldrá mal.
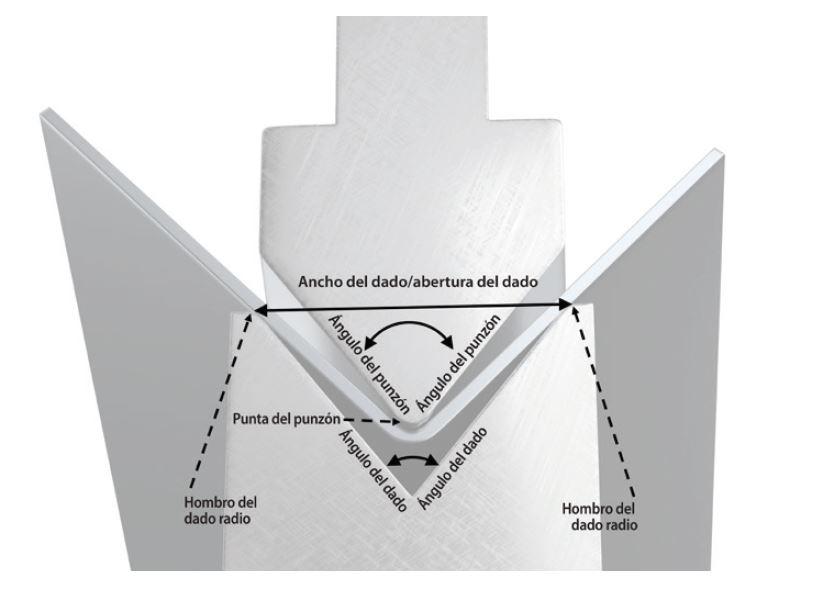
La forma de esas herramientas – el punzón superior y el dado inferior – rige en parte cómo ocurre el doblado. Los punzones convencionales tienen un radio de punta del punzón (mientras menor sea el radio, más puntiagudo será el punzón) y un ángulo del punzón. El dado en V inferior tiene una abertura del dado (también llamada abertura en V o ancho del dado). El ángulo de esa V es el ángulo del dado, y la transición hacia esa abertura en V se denomina el radio del hombro del dado (vea la Figura 4).
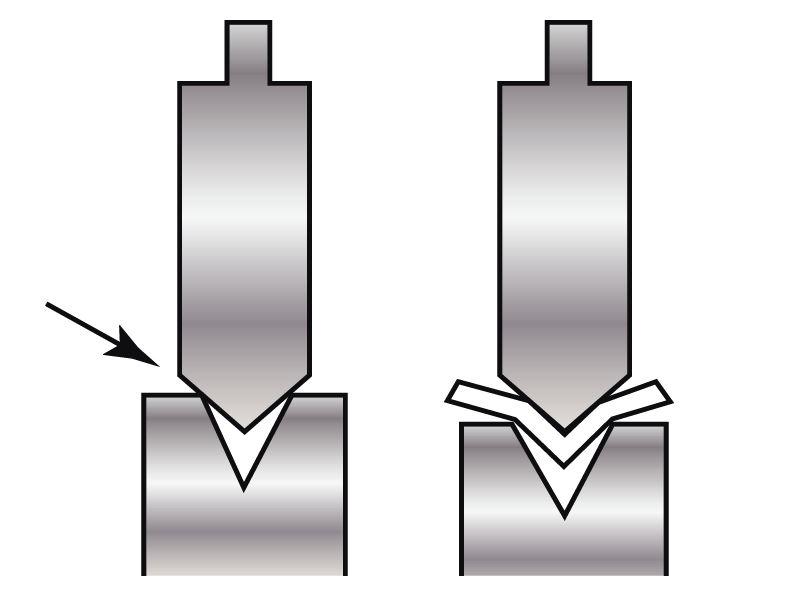
El ángulo del punzón no debe ser más grande que el ángulo del dado; la Figura 5 muestra por qué. Si un punzón con un ángulo más grande baja hacia el dado en V con un ángulo menor, puede dañar sus herramientas y es posible que genere una situación peligrosa.
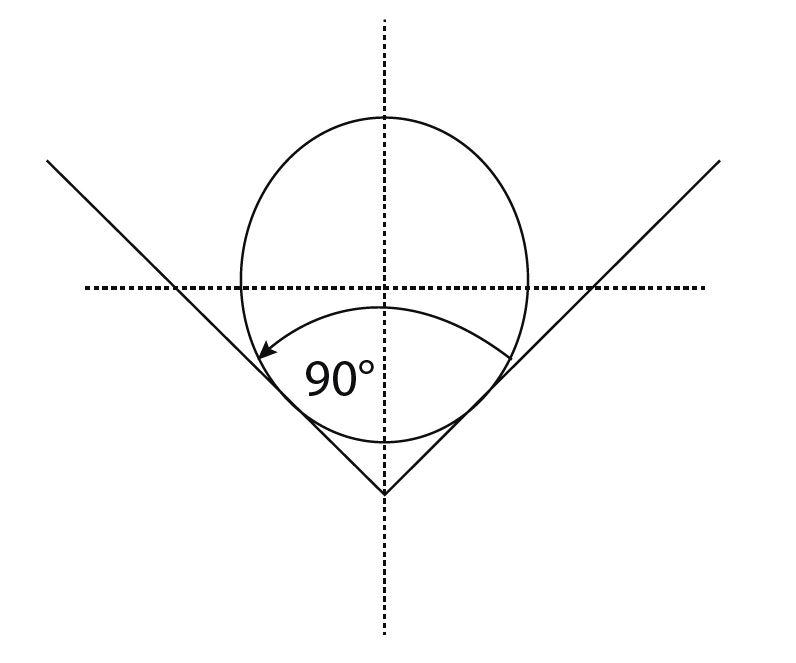
Si echa un vistazo por el taller verá punzones de varias formas, y para la mayoría de éstos es probable que usted pueda discernir dónde está el ángulo. Es el ángulo del metal hacia la punta del punzón, donde el punzón toca el metal. Sin embargo, si su taller dobla piezas de trabajo grandes a radios grandes, puede que también vea punzones redondeados; en lugar de una punta de punzón diminuta, tiene una barra redonda grande al final del cuerpo del punzón. Entonces, ¿cuál es su ángulo de punzón? A menos que estén personalizados de alguna manera, los punzones redondeados grandes efectivamente tienen un ángulo de punzón de 90 grados (vea la Figura 6).
El operador inicia el doblez, y la manera en que la pieza plana interactúe con el punzón y el dado depende del método de doblado que se use. El inicio del ciclo de doblez es el mismo sin importar el método de doblado: la nariz del punzón empuja la chapa hacia la abertura del dado, deslizándola sobre los radios de hombro del dado en cualquiera de los lados de la V.
Sin embargo, a partir de aquí la acción de doblado depende de qué método de doblado se esté usando. Si usted trabaja para un fabricante general en una prensa dobladora antigua, puede que esté haciendo doblado profundo (vea la Figura 7). La nariz del punzón presiona la chapa metálica hasta que “toca fondo” en la parte inferior del dado, estampando el radio de la nariz del punzón en el doblez y forzando el doblez contra el ángulo del dado. En el doblado profundo, el radio de la punta del punzón determina el radio de doblez interior, y ángulo del dado determina su ángulo de doblez.
Ciertamente, la mayoría de los talleres actualmente hacen doblado por aire, a veces llamado formado por aire (vea la Figura 8). Con este método, la abertura del dado, y no el radio de la punta del punzón, determina el radio de doblez interior. Específicamente, el radio de doblez se forma como un porcentaje de la abertura del dado. En el doblado por aire, mientras más ancha sea su abertura de dado, más grande será el radio que logrará. Claro, la punta del punzón puede afectar el formado por aire, especialmente si es demasiado pequeña o grande para el trabajo en cuestión, pero no tiene un papel importante en el formado por aire de un radio de doblez.
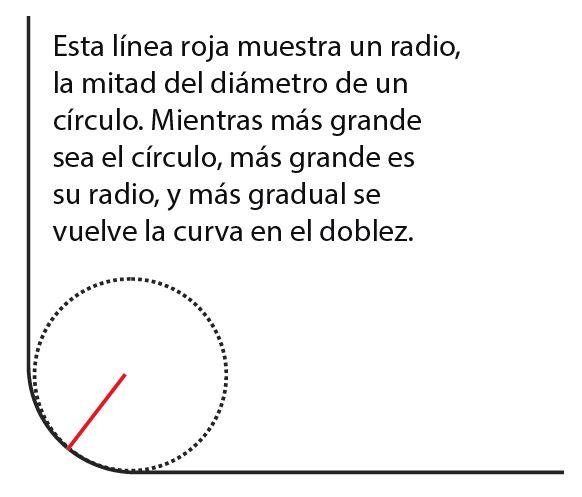
FIGURA 2. He aquí un viaje de regreso a la geometría básica. El radio de doblez no es la longitud a lo largo de la superficie de doblez, sino el radio de la curva del doblez, como se muestra.
Los dados más anchos también reducen la fuerza de doblado que se necesita para crear el doblez (es decir, el tonelaje de formado). Materiales más gruesos requieren más fuerza para doblar, y por lo tanto, usualmente requieren prensas dobladoras más grandes con aberturas de dado más grandes. Si elige una abertura demasiado angosta para el trabajo, corre el riesgo de dañar su máquina y su herramental, y lesionarse.
También en el doblado por aire, el ángulo de dado y punzón no tiene efecto directo en el ángulo de doblez. Más bien, el ángulo de doblez es determinado por qué tanto baja la punta del punzón en la abertura del dado, a veces llamada profundidad de penetración.
La abertura del dado también rige su longitud de pestaña mínima – es decir, el doblez más angosto que se puede hacer con el herramental que se tiene (vea la Figura 7). Básicamente, necesita tener el trabajo puesto de manera estable sobre los hombros del dado. De lo contrario, la pieza caerá en el espacio del dado en cuanto el punzón empiece a empujar hacia abajo.
En el doblado por aire, elegir un ángulo de dado más angosto le permite aumentar la profundidad de penetración para tomar en cuenta la recuperación elástica, que es la tendencia de la chapa metálica a recuperarse y abrir ligeramente después de que el punzón libera presión de doblado. Un ángulo de dado más angosto también le permite doblar una pestaña más angosta – es decir, puede tener un requerimiento de pestaña mínima menor – aunque repito, reducir la abertura del dado puede aumentar significativamente el tonelaje de formado.
Ésta es la razón de que usted probablemente escuche a los profesionales decir que eligen aberturas de dado que son algún múltiplo del espesor del material. Hay maneras alternativas de elegir el mejor dado para el trabajo, y los cálculos varían con el espesor del material, la resistencia y muchos otros factores. Sin embargo, el resultado es éste: cuando la gente elige un dado, quieren elegir uno que pueda ayudarles a formar mejor la pieza de trabajo mientras que además mantiene el tonelaje de formado de manera segura abajo de los límites de lo que las máquinas y las herramientas pueden manejar.
De regreso a su primer día en el trabajo, usted ve operadores agarrando punzones y dados de carros. ¿Qué clase de herramientas son? Bueno, eso depende del tipo de doblado que se esté haciendo, y un indicador puede ser cómo están midiendo las partes los operadores. Si todo lo que ve son cintas métricas, es muy probable que la prensa no esté doblando trabajo de precisión. Si un ángulo de doblez está en un cuarto de pulgada, la parte está bien, y es probable que los clientes tampoco sean exigentes con el radio de doblez interior.
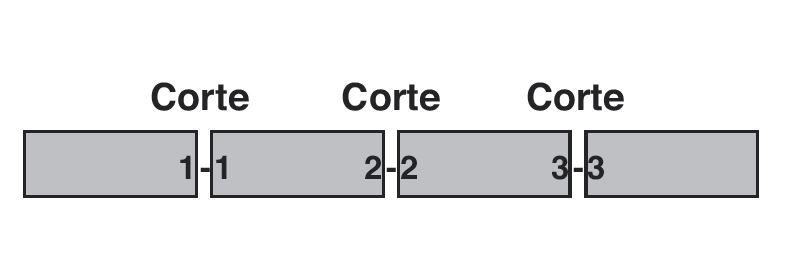
En estas operaciones, puede que vea algún herramental cepillado, nombrado así por cómo se hace, con un cepillo. Estas herramientas vienen en segmentos largos que pueden usarse así o cortados en tramos más cortos. Si estos segmentos se cortan, necesitan etiquetarse para que si un trabajo requiere herramientas más largas, éstos puedan volver a ensamblarse en el orden y orientación exactos en que se cortaron. Si no se acoplan las piezas correctamente, las herramientas pueden causar problemas significativos de exactitud (vea la Figura 9).
Si ve calibradores digitales y medidores de radio, es muy probable que la prensa esté doblando trabajo de precisión, el cual usualmente requiere herramientas maquinadas con precisión, casi siempre segmentadas en longitudes cortas. Estas herramientas están hechas a tolerancias extraordinariamente exigentes.
Las herramientas de la industria se clasifican en varias categorías generales, que incluyen herramientas americanas, herramientas estilo europeo, herramientas de nuevo estándar y otras. Una diferencia entre éstas es cómo se montan las herramientas en la prensa dobladora, así como la manera en que fluye la fuerza de doblado a través de las mismas. Los diversos tipos de herramienta tienen sus pros y contras. Como principiante, usted no necesita entrar en mucho detalle, pero es bueno saber qué tipo de herramientas usa su taller, cómo se montan correctamente en la máquina y cuáles serían los efectos de revertir las herramientas (vea la Figura 10).
¿Por qué necesitaría usted revertir una herramienta? Eso depende de la secuencia de doblez, o la secuencia de dobleces que necesite hacer para doblar toda la pieza de trabajo. Las ménsulas sencillas podrían tener uno o dos dobleces; las piezas de trabajo complejas podrían tener media docena o más.
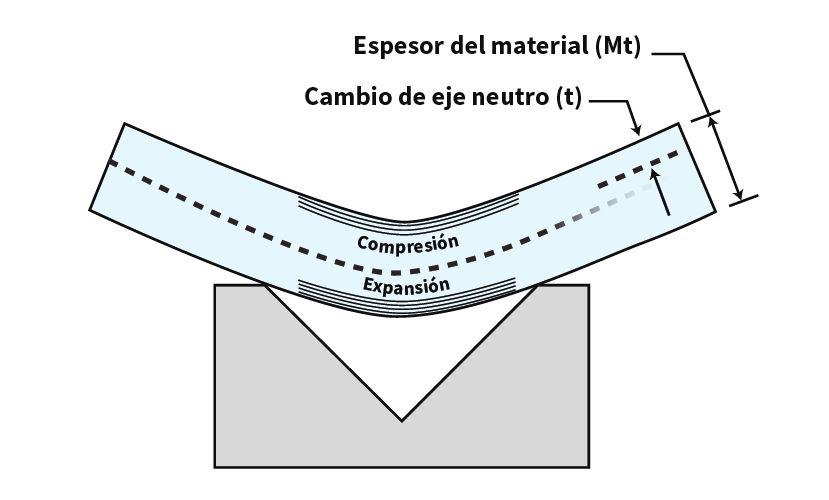
FIGURA 3. El factor k describe el desplazamiento del eje neutral del material durante el doblado.
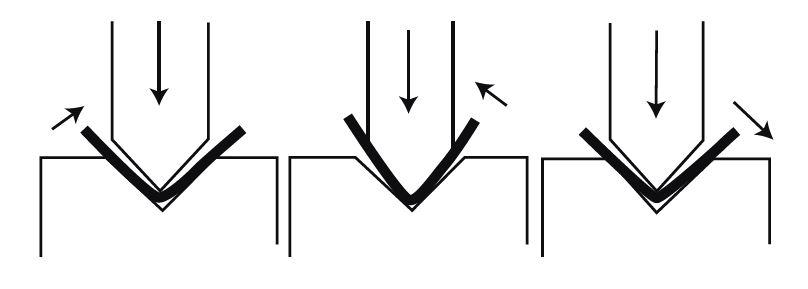
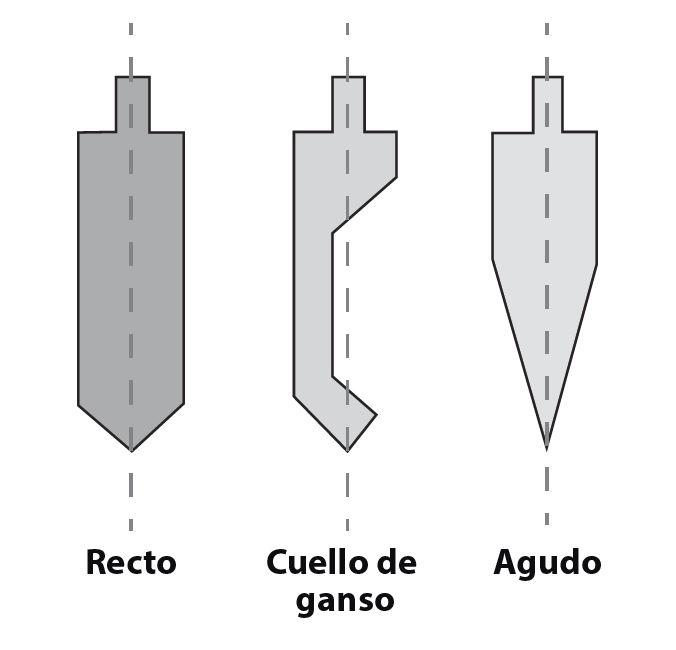
Al hacer muchos dobleces, necesita usar una secuencia que evite que choque con las porciones de la pieza de trabajo dobladas previamente. Abundan los tipos de punzón, y la Figura 11 muestra tres. El punzón correcto puede ayudarle a evitar colisiones con las porciones de la pieza de trabajo formadas previamente.
Por ejemplo, el cuello de ganso correcto puede ayudar a evitar colisión en una pestaña formada previamente. Gire ese cuello de ganso para que quede viendo a la otra dirección, y tendrá una configuración que puede evitar colisión con las partes formadas previamente. Para ciertas partes, puede tener incluso punzones de ventana, o punzones con ventanas cortadas en el cuerpo de la herramienta para permitir espacio para las pestañas formadas previamente.
Las partes con dobleces múltiples pueden requerir diferentes aberturas V, también, lo cual puede demandar diferentes aberturas de dado. Los dados de doble V le dan dos aberturas diferentes de dado en una herramienta, mientras que los dados de cuatro vías (los cuales se ven como una X vistos de lado) le dan cuatro anchos diferentes de dado – o como muestra la Figura 12, a veces más. Si necesita una abertura diferente del dado, cambia al lado que necesita.
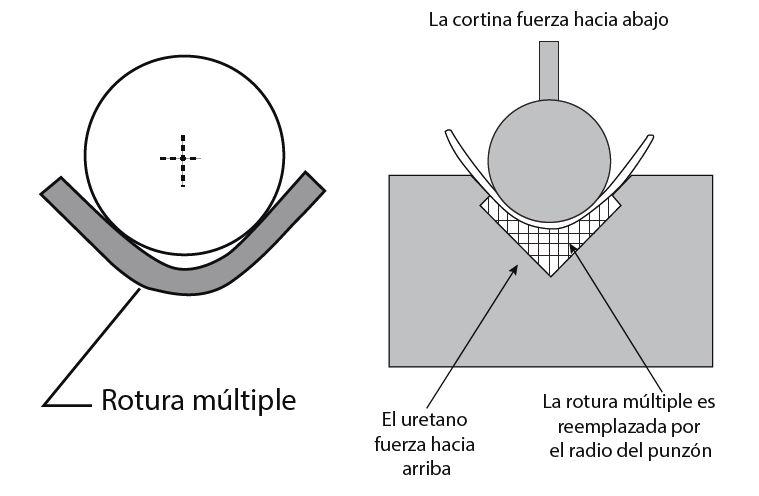
Puede que también vea muchas herramientas no estándar que hacen formas específicas en el metal. Puede que hasta tenga herramientas con componentes de uretano que pueden proteger la pieza de trabajo contra daño y que a veces ayudan en el proceso de formado. Considere de nuevo ese punzón redondeado. Cuando dobla placa, ésta tiende a jalarse del punzón, un fenómeno conocido como rotura múltiple. Una almohadilla de uretano en la parte inferior del dado puede contrarrestar esto. La aplicación de la Figura 13 muestra una almohadilla de uretano colocada en lo que se denomina un dado con relieve, donde el ángulo del dado es eliminado para permitir que el punzón descienda más profundo, para vencer la recuperación elástica y formar el ángulo deseado.
Si echa un vistazo al taller puede que vea algunas máquinas con un solo punzón y dado, mientras que otras puede que tengan varias herramientas colocadas en toda la cama de la prensa dobladora. Si los operadores configuran éstas de manera correcta, pueden hacer doblado por etapas – es decir, hacer pasar una parte por múltiples dobleces en una máquina.
Las configuraciones se ven sencillas, pero no lo son; por una cosa, todas las herramientas en esa configuración necesitan compartir la misma altura de cierre, o el espacio entre la cortina (justo arriba de las herramientas) y la cama (abajo de las herramientas) en la parte inferior de la carrera. El personal de configuración podría usar herramientas diseñadas con esas alturas de cierre comunes, o podría usar calzas y elevadores para levantar cada dado para que se encuentre con su punzón correspondiente (vea la Figura 14).
Esas configuraciones se han vuelto cada vez más comunes gracias al software moderno que programa el movimiento del tope trasero y simula secuencias de doblez complicadas. En el pasado, los operadores tenían que girar manualmente una manivela para mover un dedo de tope trasero a la posición correcta; y esas posiciones eran limitadas, lo cual a su vez limitaba las maneras en que los operadores podían deslizar la pieza de trabajo contra el tope trasero antes de iniciar cada doblez. Actualmente la máquina mueve el tope trasero a la posición que se necesite. Algunas partes siguen necesitando soluciones de calibración creativas, pero baste con decir que los dedos del tope trasero son mucho más capaces de lo que solían ser.
Si usted es principiante, o si ha trabajado en la fabricación pero acaba de empezar en el departamento de prensas dobladoras, está entrando a la batalla del doblado de chapa metálica en un momento emocionante. Su departamento puede que tenga algunas máquinas antiguas junto a una colección de nuevas máquinas flamantes, máquinas que le dan simulaciones 3D de la secuencia de doblez, le dicen exactamente dónde poner las herramientas y hasta ponen las herramientas por usted.
Sin embargo, todo ese equipo impresionante no cambia la física del doblado. Si los principiantes aprenden lo que realmente sucede cuando el metal se dobla – parte de la gramática básica de la fabricación de metal – pueden construir una base sólida para una larga y satisfactoria carrera.
La información para este artículo vino en parte de Bending Basics de Steve Benson. La última edición está disponible actualmente en la librería de la FMA en www.fmamfg.org/store. Para más contenido creado por Steve Benson, visite www.thefabricator.com/author/steve-benson así como theartofpressbrake.com.



FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}