















Orienting the tube’s weld seam on the mill
Seam orientation stand allows mill operators to dial in seam location
Keeping the Seam on the Up-and-up
In tube production, the first area of concern for proper workpiece orientation is just before the weld box. As the two edges of the soon-to-be-welded tube come together, they form a V shape. The location of the apex of the V is critical to the welding process, especially in laser welding. The spot size of a laser is tiny, so the apex must be positioned immediately below the laser and held steady. Some laser head manufacturers assist with this, building systems that track the edges as they close in, making adjustments to the laser’s spot position as the process progresses. Still, the mill has to do the heavy lifting, keeping the strip aligned as much as possible as it feeds through each station.
Although other welding processes aren’t as exacting as laser welding, all rely on good V positioning for making reliable welds. Beyond welding, proper seam location is beneficial to scarfing the weld bead along the ID and OD, quenching the tube, and testing the integrity of the weld seam. For these processes, the location of the seam isn’t quite as critical as it is for welding, but good alignment helps.
Some other mill processes require a solid weld seam location after the weld is made. Inline seam annealing is one of them. The process relies on the same physical principle as induction welding, using a tremendous amount of electrical power to induce current flow, and therefore to develop heat, in the steel. The process anneals the weld seam and the area near the weld seam, the heat-affected zone.
“Efficient inline annealing relies on keeping the weld seam oriented with the inductors,” said Glenn Hoffmann, vice president of engineering for T & H Lemont.
Another process involves the manufacture of nonrounds formed from rounds. In some cases, the seam is supposed to be in the center of one of the sides, coinciding with the 12 o’clock location. In other cases, the seam is specified to be at some other location: a specified distance left or right of center, or a location relative to a corner or to some other tube characteristic.
Use the Mill or a Supplemental Tooling Stand
For both scenarios—keeping the seam steady at 12 o’clock or rotating it to a different specified location around the tube’s circumference—tube producers have two options. They can use specially designed rolls in place of the first sizing pass, or they can use a roll stand designed for seam orientation.
The most common way to orient the tube seam is to use rolls designed for seam orientation in the sizing section. The tools are designed with contours that impart a twisting force to direct the seam location.
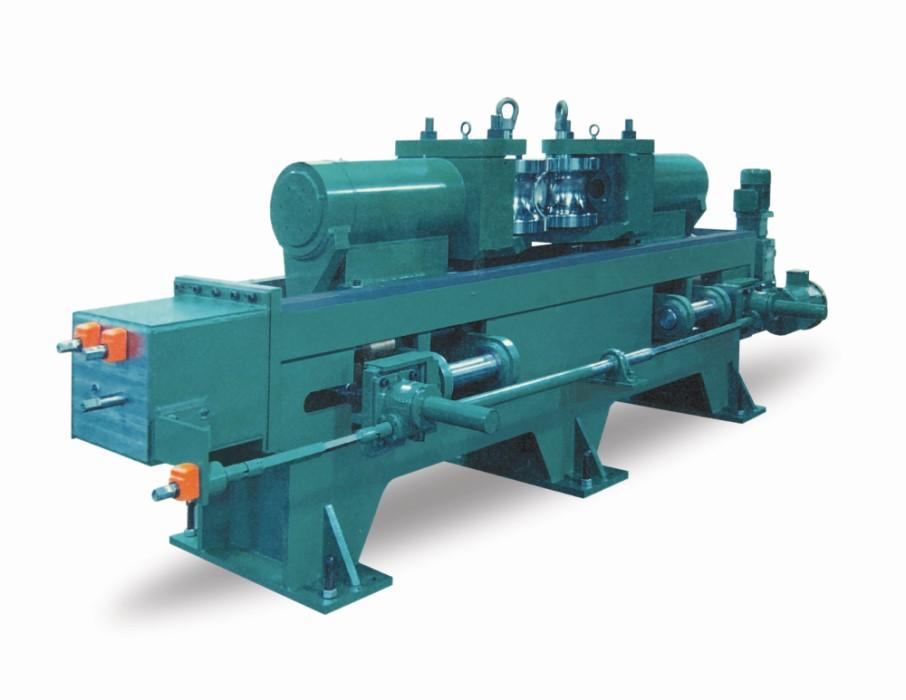
The other way involves a seam orientation stand. Similar in appearance to a side-roll stand, it uses tools that can be adjusted so the shafts are slightly off vertical. The oblique angle provides a twisting force that causes the tube to rotate. Minute adjustments provide enough rotation to direct the seam to any location along the circumference between 10 o’clock and 2 o’clock.
The former method, which uses football-shaped rolls, is the less expensive of the two and is adequate for many applications, but it has a few drawbacks.
“Football-shaped rolls contact the tube over a very small surface area, so the amount of control is limited,” said Warren Wheatman, vice president of T & H Lemont’s Tooling Business Unit. Consistency and accuracy vary, Wheatman added.
Second, depending on the mill design and the tube’s characteristics, the former method might not be enough; the operator might try to get the mill to apply too much twisting force over too little distance. As with every forming and sizing process that takes place on a tube mill, finesse trumps brute force every time. Brute force often works, but wrinkles and defects are more likely to develop.
“Using a separate stand, one designed with all of the other forming parameters in mind, gives the operator more room to work, rotating the tube over a long column,” Hoffmann said. Twisting it gradually over an extended distance is preferred to applying the force abruptly in a very short space.
Another benefit to a seam orientation stand is that, for a given nonround size, just one tooling set is necessary. For example, if a tube maker makes quite a bit of 2-in. square tubing with the weld seams specified in a variety of locations, a single tooling set can cover all of its orders of 2-in. square product.
Manually Adjusted or Remote-controlled
Some seam orientation stands are designed and built to have two adjustments, and some have three. The primary adjustments are lateral roll position to accommodate various tube sizes and tooling offset to determine the amount of twist. A third is vertical roll position so the stand can adapt to varying passline heights.
The two main varieties of seam orientation stand are manual and remote-controlled. Regardless of whether the stand is manually or remotely controlled, the tooling positions and the amount of offset normally are set before threading the strip through the mill.
“The big advantage of remote control is in the amount of uptime,” said Jim Godzicki, lead mill service technician. “When using the remote control, the operator can adjust the amount of twist on the fly without shutting down the mill.”
About the Author

About the Publication
subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




