















When it’s OK to lie to the press brake controller
Material variability might leave press brake operators with no other choice

Modern press brakes are incredibly accurate and increasingly intelligent. But even modern machines don’t always account for every process variable. Getty Images
Before I get to the question at hand, I should review the topic of lying. What is it, why do we do it, and what are the possible ramifications? We know better, but we still do it.
As children we were told not to lie. We were told about the consequences of deceiving others. Some of us got the message immediately, while others required regular, often painful “encouragement” before the message sunk in, which it ultimately did for most of us.
As adults we teach our children about the morality of being truthful, no corporal punishment required. I like to think we’re a bit more enlightened these days—well, some of us anyway.
Lies come in many forms and many colors. If I tell a blue lie, it’s for the collective good. If I tell a gray lie, we both benefit. If I tell a red lie, we both lose. If I tell a white lie, I lose in some way but you get a positive result.
OK … wait a minute. What does a discussion about lying have to do with bending on a press brake or, for that matter, sheet metal in general? Before I answer that question, let’s look at an inquiry from one of my readers. It got me thinking about when and why it might be OK to lie.
With the age of artificial intelligence (AI) upon us, is it OK to lie to a machine to obtain a better outcome? Will the machine notice our lying? Will AI at some point find out we’re liars and refuse to work with us? Or will it accept the lie for what it is? Yeah, you’re probably saying to yourself, That ain’t never gonna happen ’round here. Think again. It’s coming fast.
OK, with all that said, now on to the question.
Question: We’re maxing out our angle correction at -14 degrees to get a 90-degree bend in 301 half-hard stainless steel using an 86-degree punch and die angle. We routinely subtract 14 degrees to get a 90-degree bend, and often we are a couple of degrees open.
I do not like the idea of “lying” to the machine. It seems like the operation has a lot of stress and strain, and ultimately the material is being coined. Do you have any rules for forming material with so much springback?
Answer: I would rather not lie to machines, yet sometimes we must lie to the controller for the sake of getting good parts.
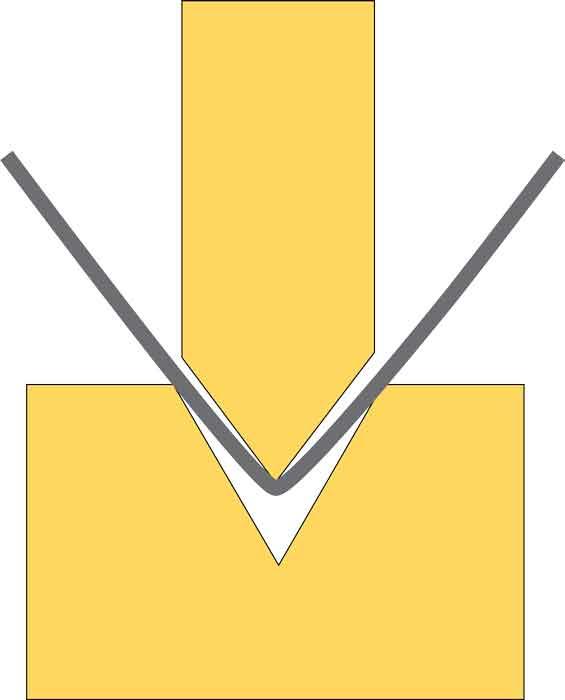
Figure 1
In air bending, the inside radius forms as a percentage of the die opening, and the punch’s depth of penetration into the die space determines the bend angle, accommodating for springback.
Regarding tooling, if you are getting high tonnage loads and you hear the press brake straining, you may be using a die opening that is too small. I recommend you check your die size and make sure it’s appropriate. Remember that smaller die openings relative to the material thickness tend to increase the number of angular variations and springback found in a part .
Regardless, the amount of angle correction you’re applying does seem a bit high; you should seriously consider having your press brake and controller recalibrated. Recalibrating the press brake should get you much closer to your desired angle with less correction. That itself will reduce the need for you to lie. Until then, you might need to continue to lie to the machine, and you can only hope the controller (and its AI) will not pass judgment on you for lying to it.
Before resorting to the white lie, though, analyze your application, including your bending method, the tooling you’re using, and, not least, the consistency of the material you’re bending.
Bending Method
I assume you’re air bending (see Figure 1). Because you’re using 86-degree angles on both your punch and die, you’re probably not bottom bending or coining (see Figures 2 and 3). Coining, a rarity in the modern shop, requires the punch to penetrate the material to a less-than-a-material-thickness position.
Bottom bending requires angular clearance, with the die having a greater (more open) angle than the punch. A typical bottoming setup for a 90-degree bend in stainless steel would use a punch cut to an 88-degree internal angle; the die, which sets the angle in a bottom bend, would be cut to 90 degrees. The 2 degrees of angular clearance between the punch and die compensate for springback. For more on this topic, check out “Taking the danger out of bottom bending,” archived on thefabricator.com.
Material Variables
The modern press brake is a remarkable machine by any standard. It touts ram and backgauge-location repeatability measured in microns. The machine’s controller calculates exact values based on pure mathematical modeling, predicting the backgauge location and the ram’s depth of penetration into the die space. In manufacturing, AI is rising.
Modern precision-ground tooling is just as nice. Precise to ±0.0004 to ±0.0008 in. over 3 ft., precision-ground tools are required to get the most out of any modern press brake.
If you have a modern brake and are using precision-ground tools, why are your calculations way off the mark—putting you as the operator in the position of having to lie to the controller just to produce parts?
Again, because you need to correct the angle by a full 14 degrees, your machine controller might need calibration. Generally speaking, though, even modern machines and controllers can be off the mark. Why? It often has to do with the material being formed.
Materials represent the one variable we still cannot control. Regardless of where you purchase your material, each batch will be slightly different from the last. With so many material variables in play, you will begin to understand why you may need or even want to lie to the controller.
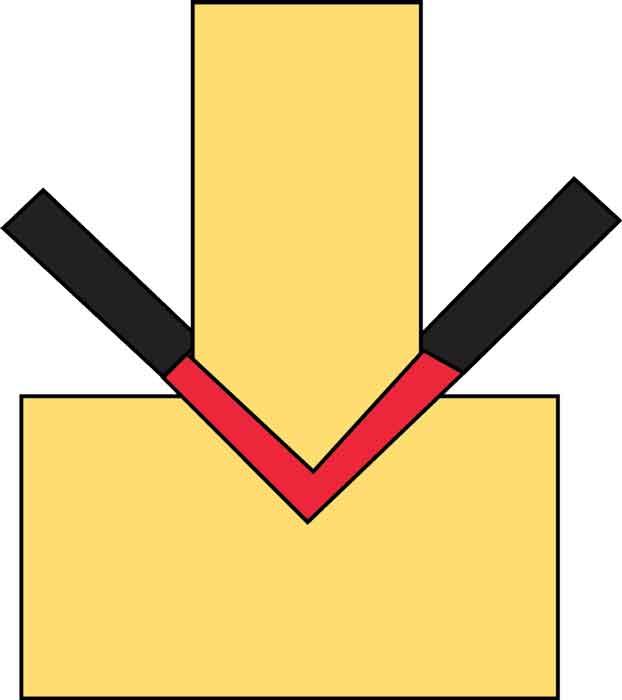
Figure 3
Rarely performed in the modern fab shop, a coining operation penetrates the material thickness.
The variability goes beyond just the material type. It also has to do with the material’s fundamental components. What is the percentage of iron, nickel, and chrome? Steel is produced from iron and carbon, and stainless steel contains at least 10.5% chromium.
Is the material hot- or cold-rolled? Is it coarse- or fine-grained? Is it anisotropic (bending angle is affected by the grain direction) or isotropic (the material has little to no noticeable grain direction and bend angles are not affected)?
And we’re just getting started. Is it full- or half-hard? Is it rolled to a gauge? Remember, each gauge has a tolerance range. For example, 10 ga. can be as thin as 0.1285 in. and as thick as 0.1405 in., with a nominal thickness of 0.1354 in. That’s a variation of 0.012 in.
The variation in thickness creates another problem. Because we float a radius when we air-form, the final bend radius will vary a little. If the radius changes, so do the bend allowance and the bend deduction, perhaps enough to knock the backgauge off the calculated location.
Of course, we would not want to forget our old friend, the temper. Is the metal soft or hard? Like the variables I just mentioned, temper also has an acceptable tolerance zone, as do the material’s yield and tensile strengths. For more on this topic, check out “Don’t forget about sheet metal tolerances,” archived on thefabricator.com.
Changing material variables make it impossible to calculate exact values for an angle or dimension. They leave us with only one option: the white lie, where you lose in some way to attain a positive result. In this case, you give up on the values being perfect every time, while the machine gets a positive result and makes excellent parts.
vLying to machines has consequences, just like lying to people does. I’ve lied to machines in some way and then have had to set up the same job the next day. The controller remembered changes to the program, but it didn’t remember changes to the origin position, origin points, or other aspects of the physical environment. Making the parts a second time was just as challenging as the first time.Springback
Another variable is, of course, springback. You can never get rid of springback entirely, though you can minimize its effects.
The punch nose radius is an essential part of how much springback you will encounter. The closer you can get to a one-to-one inside bend radius-to-material-thickness relationship, the better. Again, in air bending the inside radius is produced as a percentage of the die opening. Once you choose your die opening and determine what the floated radius will be, you choose a punch nose radius that’s as close as possible, though does not exceed, that naturally floated radius.
At the other end of the spectrum, profound radius bends—which have an inside bend radius greater than 10 to 12 times the material thickness—suffer from multibreakage, where the material separates from the punch nose during bending (see Figure 4). Multibreakage occurs because of the springback found in all types of material. The phenomenon also shrinks the inside radius and, without corrective action, will change the bend allowance and bend deduction.
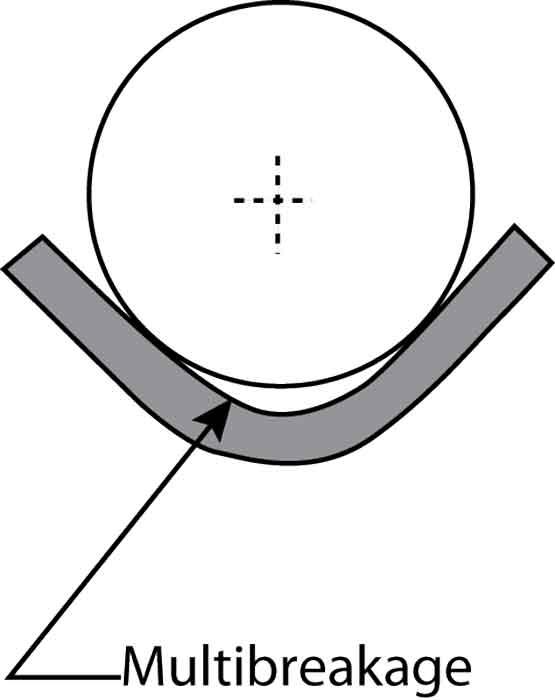
Figure 4
In this multibreakage scenario, the sheet metal pulls away from the round punch as it descends. This shrinks the inside bend radius, which in turn alters the bend allowance and bend deduction.
Avoid Sharp Bends
Avoid having a sharp relationship between the punch nose and the material, where a narrow punch nose penetrates and creases the material surface. Bending sharp succeeds only in amplifying bend angle and springback variations. For more on sharp bends, see “How to avoid a sharp bend,” archived on thefabricator.com.
Where and when a bend turns sharp is a bit of an arbitrary thing. As a guide, you can refer to the free sharp calculator on my website, theArtofPressBrake.com, under the “Tools” tab on the main menu bar.
vWhen It’s OK to LieThe subtleties abound in press brake operation, and even modern machines with advanced controls don’t account for them all. In these cases, it’s OK to lie.
Before resorting to the white lie, though, analyze your application thoroughly. Again, your machine might need to be recalibrated. If the machine is calibrated correctly, go back to the basics.
If you’re air bending, the bend angle is set not by the die angle (as it is in bottoming) but by the punch’s depth of penetration into the die space—a depth that includes overbending to account for springback. The radius forms not from the punch radius but as a percentage of the die opening (for stainless steel, it’s 20% to 22%, though the percentage varies with tensile strength). And in many of the most consistent bending operations, the inside bend radius equals or is close to the material thickness.
Do you have the correct die width that gets you close to that one-to-one inside-radius-to-material-thickness relationship? Is the punch radius large enough to avoid a sharp bend yet still smaller than the naturally floated radius in the part?
If the brake is calibrated and the operational fundamentals are sound, alas, you might have to lie to the controller. But because you’ll be telling white lies, we can only hope that the AI within the machine controllers, now and (especially) in the future, will not remember that we lied and not judge us too harshly for current folly, at least in the long term.
Virtual event: Precision Press Brake Certificate Course
When: Nov. 10-12, 2020; noon-3 pm CDT
Master the principles of precision sheet metal bending with an understanding of the techniques, calculations, and equipment. This intensive seminar with press brake guru Steve Benson will teach you the theory and math fundamentals behind the machine to uncover the secrets to working with press brakes. You’ll understand the principles behind quality sheet metal bending through interactive instruction and sample work problems throughout the course. With easy-to-understand exercises, you will learn the skills needed to calculate accurate bend deductions, select the best tooling for the job, and determine the correct v-die opening to avoid part distortion.
Includes three sessions of live online instruction, resource materials, and on-demand videos to enhance your learning experience. Live sessions run from Noon to 3:00 p.m. Central Time each day. Plus, receive your own copy of Steve’s textbook, Bending Basics ($95 value). At the end of the course, you’ll have the opportunity to earn FMA’s Precision Press Brake certificate by successfully completing an online exam. Cost is $295 or $245 for FMA members.
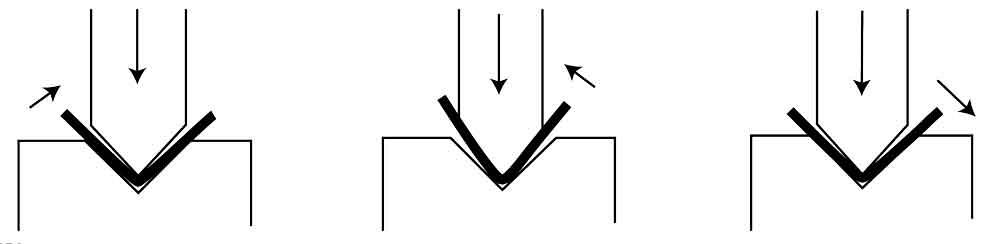
Figure 2
Bottoming (different from coining) requires angular clearance between the punch and die. The die angle determines the bend angle.
About the Author

About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
How to set a press brake backgauge manually

2
Capturing, recording equipment inspection data for FMEA

3
Tips for creating sheet metal tubes with perforations

4
Are two heads better than one in fiber laser cutting?

5
Hypertherm Associates implements Rapyuta Robotics AMRs in warehouse
